Drawn弧和电容放电螺柱焊接亚搏yabo
螺柱焊接技术用于词缀作为扣到一个金属组件。有各种各样的螺柱焊接过程完成紧固作用。本文探讨了三个主要的螺柱焊接技术之间的差异包括电容器放电,电弧和短周期螺柱焊接,以帮助您确定哪种方法最适合您的特定环境。亚搏yabo
选择最佳的过程
电容器放亚搏yabo电“CD”的过程
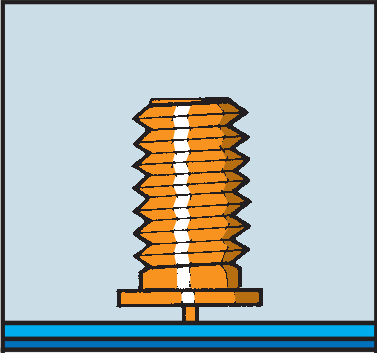
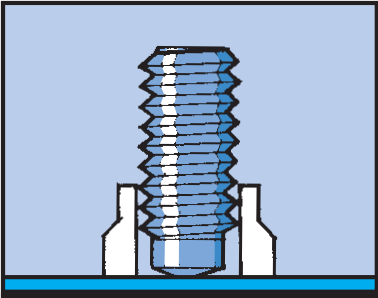
电容充电到预设电压适合直径焊接。螺栓pip是放置接触到单。
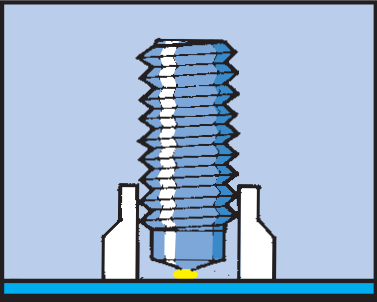
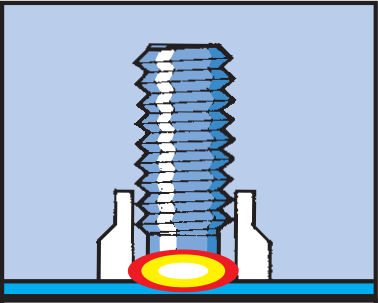
触发后,存储的能量作为大电流脉冲放电,pip和融化产生电弧。
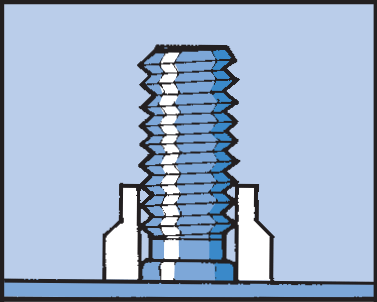
返回弹簧压力伪造板上的螺栓到熔融表面积给整个法兰完全融合。
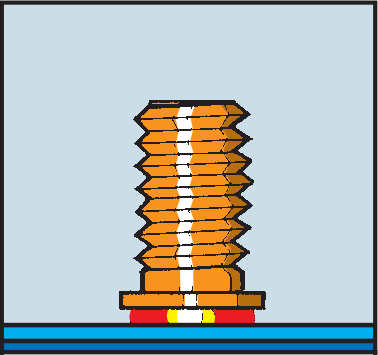
画弧“DA”过程
电流和焊接时间是预先设定适合直径焊接。然后放置在板的螺栓。
触发后,维持电弧发生时作为一个预设的螺栓电梯高度。
然后主电弧熔化的焊接端板螺栓并创建一个熔池。
回位弹簧压力伪造螺栓进入熔池。包含熔融金属的金属箍和形状的角。
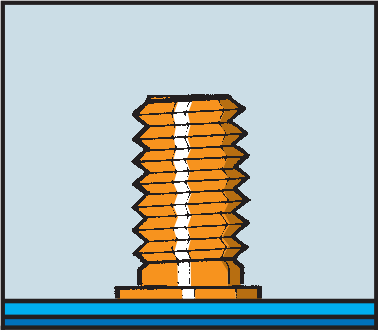
短周期的SC的过程
画弧的过程是一样的“DA”但运作在更短的时期——100毫秒。陶瓷电弧盾牌(套管)但笼罩在这一过程中不需要气体可以改善焊缝角形成特别是焊接不锈钢钉。亚搏yabo可以使用电容器放电钉。
过程 |
螺栓/材料/权力 |
优势 |
| 亚搏yabo“CD” 专门为薄计材料反向标记必须很小。板表面应干净和平坦。螺柱焊接脉冲。 |
螺栓直径 | 低成本的设备,低成本钉、快速加载和焊接,容易夹具和自动化,小型光设备,不需要金属环或气体笼罩,好焊接结果与铝或铜除了轻微的和不锈钢。焊接是干净的并且不需要完成。 |
| 1毫米- M10 | ||
| 材料厚度 | ||
| 0.7毫米及以上 | ||
| 功率要求 | ||
| 单相 | ||
| 240/110伏特 | ||
| 画弧“DA” 很强的穿透焊接实现这一过程。熔融金属套管必须包含和形状。焊接螺柱是软质。 |
螺栓直径 | 烧伤通过母体材料薄片,容忍表面曲率和缺陷如光生锈、规模、油脂和一些涂料。提供整洁和控制焊接角。Studwelding大直径的唯一方法。这个过程也有助于multi-gun应用程序。 |
| 3毫米到30毫米 | ||
| 材料厚度 | ||
| 2毫米及以上 | ||
| 功率要求 | ||
| 三个阶段 | ||
| 415伏 | ||
| 短周期“SC” 插入式焊接比“CD”,适用于热轧/涂层材料。 |
螺栓直径 | 这个过程比CD更宽容的不均匀或脏的表面。可以很容易地自动化,可以利用低成本“CD”钉。然而笼罩套管不需要气体提高焊接飞溅。 |
| M3到M8 | ||
| 材料厚度 | ||
| 1.5毫米及以上 | ||
| 功率要求 | ||
| 三个阶段 | ||
| 415伏 |
适合应用程序
三个螺柱焊接过程有不同的特点和适用性为各种应用程序。CD过程是专为薄计材料,提供低成本的设备和钉,生产清洁焊接不需要完成。DA过程提供了强有力的插入式焊接,容忍表面缺陷,适用于大直径焊接。它需要塑造熔融金属套管。SC过程提供了更深的焊透比CD,适用于热轧/涂层材料,更加宽容不均匀或肮脏的表面。它可以很容易地自动化,可以利用低成本的CD钉。金属环不是必需的,但是使用笼罩气体可以提高焊接飞溅。
此外,每个进程都有自己的优点和注意事项,使其适合不同材料厚度、表面条件和焊接要求。更多信息关于每个螺柱焊接过程是适合,看到我们的文章螺柱焊接的应用。如果你还不确定最好的过程/产品为您的需求,取得联系跟我们的一个螺柱焊接专家,他们可以指导你根据你的个人需要。





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}